闻道有先后,术业有专攻。在级进模的世界里,一次次技术的改进,带来的是品质,效率,时间等多方面的提升,用通俗的话来讲是:东西我做的更好,并且更快,成本还更低了,带来的是产业链上整体效益的提升和优化。
在继电器行业(以T73型号中的动簧组件为例),在没有模内铆触点工艺的时候:
一,冲压厂通过生产将动簧片,衔铁这两种零件发给客户;
二,客户在自己车间将1,衔铁铆接到动簧片上;2,将银触点铆接到(已经铆合好的衔铁和动簧片上)。在这整个流程中,一共需要以下模具:a衔铁模具,b动簧片模具,c衔铁铆动簧片模具,d银触点铆接模具。在生产效率上,单单将银触点铆接到(已经铆合好的衔铁和动簧片上)这道工艺,一个较熟练的工人一天的产能也只是1万只,即便是将这道工艺换成自动化作业,仍然要优化衔铁铆接动簧片这道工艺。工艺拉的越长,每道工艺之间出现品质问题的概率会越大,因此在以往的动簧片组件生产过程中,一般日产能只有1万只(算上加班顶多也就2万只),而且将这些动簧片组件装到T73成品中时,大概只能达到50%-60%的成品组装免调率。我们算一下组装成本:按3000元一个人,30天,一天1万只,折合到一个动簧片组件最后一道工艺的装配费用是0.01元(这还仅仅是最后一道的人工费,不包含其他工艺的装配费用和任何品质问题)。

我们现在看看有了模内铆接银触点工艺的流程(同样以T73型号中的动簧组件为例),
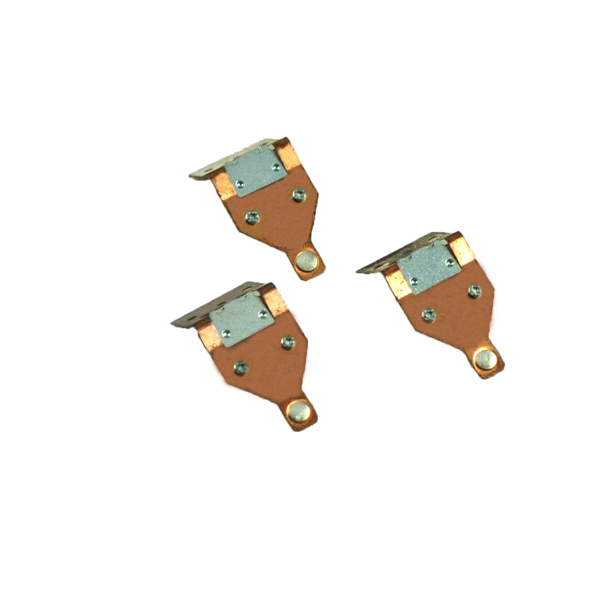
一,1,冲压厂生产出衔铁;2,冲压厂直接将银触点通过模内铆接工艺完成动簧片组件的生产;
二,客户只要提供银触点给冲压厂;在这整个流程中,一共只需要两幅模具:a衔铁模具,b动簧片模内铆合模具(即动簧片的生产和衔铁、触点的铆接都在这幅模具中完成)。在生产效率上,这个工艺的速度能稳定控制在200次-400次(每分钟)之间,我们按300次一分钟计算,一个小时就可以达到18000只动簧片组件的生产,一天6小时就能达到10万只的产量。更为关键的是,这里直接将客户端的铆接工艺取消,节约了人力不说,还将流程缩短到:只在冲压厂的生产车间完成就可。而通过模内铆合工艺出来的动簧片组件,在组装到T73成品中时,免调率可以达到80%-85%,大大的提高了客户成品的品质和产量。通过此项技术的提升,我们发现:客户从原来月产量150万只成品,提升到现在月产量510万只成品,整整提升了三倍多!
技术提升带来的竞争优势显而易见,加上制造业的人工成本不断上涨,越来越多的继电器成品组装厂家开始投入或更新自动化产线,对配套的冲压件供应商也提出了更高的要求,模内铆接技术在这一关键零配件上发挥了积极的作用。
本文由乐清市宇辉电子有限公司原创,欢迎转载,转载请标明出处;
(未完待续)下一章:模内铆银触点模具的开发之路
 浙公网安备33038202004752
浙公网安备33038202004752

